



















Tractors,
Lawn
and
Garden
-
110
and
112
Engine
20
SM-2059-
(Apr-
67)
Piston,
Crankshaft
and
Flywheel
-
Tecumseh
35-11
INSPECT
ING
AND
RE
PAIR
ING
BLOCK
After
thoroughly
cleaning
the
block,
check
it
for
cracks.
Cr
acks
not
visible
to
the
naked
eye
may
be
d t
ected
by
coating
the
suspected
area
with
a m
ix
ture
of
25
per
cent
kerosene
and
75
per
cent
li
g
ht
engine
oil.
Wip
e
the
part
dry
and
immediately
apply
a
coati
ng
of
zinc
oxide
dissolved
in
wood
alcohol.
li
a
cr
a
ck
is
pretl811t,
the
coating
will
become
di,scolored
at
the
de
fective
area.
Replace
the
blo
ck
if
ra
cke
d. N OTE.' A
short
bl
oc
ll
is
a1'
uil-
ab
le
fay
sen'ice.
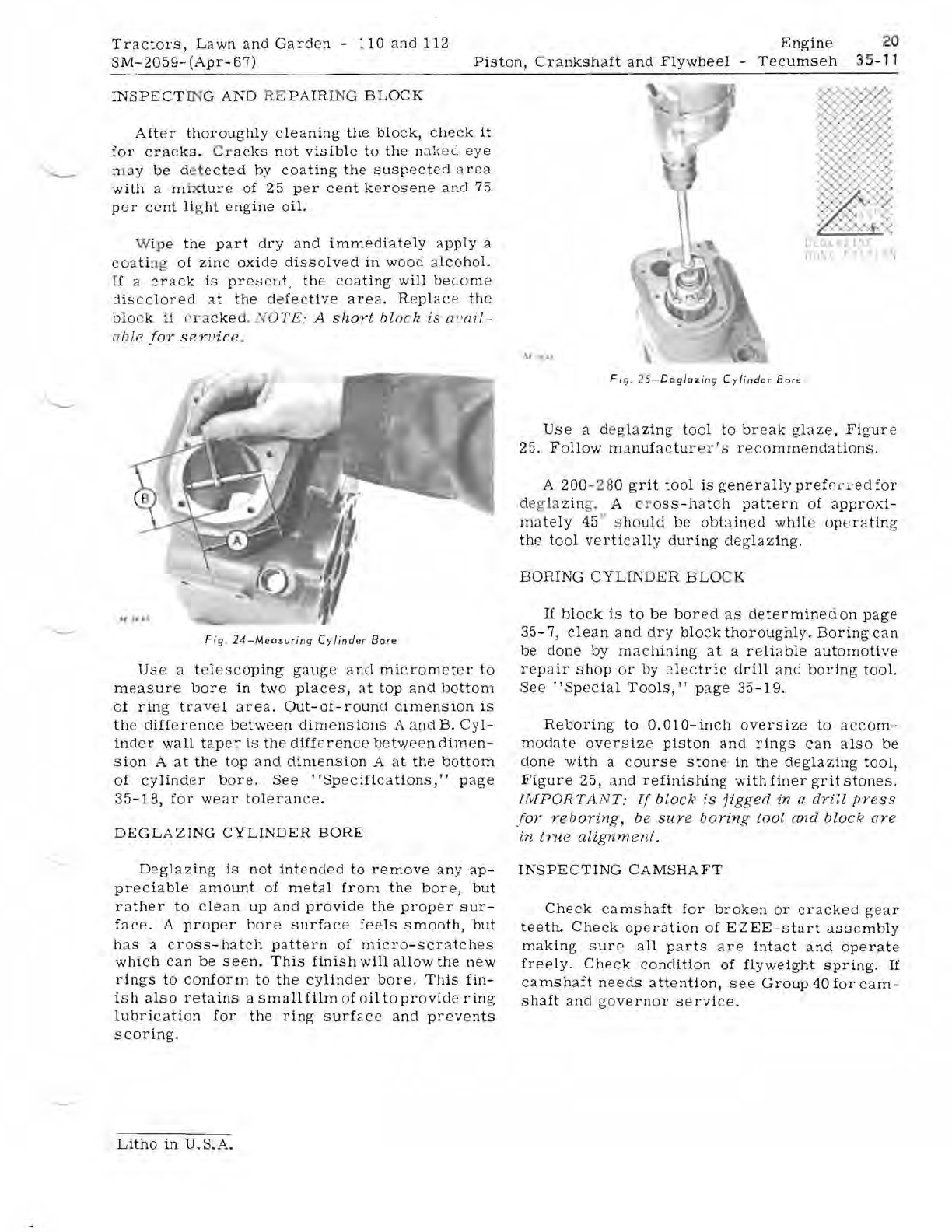
Fig.
24-Meosuring
Cylinder
Bore
Use
a
telescoping
gauge
anc!
micrometer
to
measure
bore
in
two
places,
at
top
and
bottom
of
ring
travel
area.
Out-of-round
dimension
is
the
difference
between
dimensions
A
and
B.
Cyl-
inder
wall
taper
is
the
difference
between
dimen-
sion
A
at
the
top
and
dimension
A
at
the
bottom
of
cylinder
bore.
See
"Specifications,"
page
35-18,
for
wear
tolerance.
DEGLAZING
CYLINDER
BORE
Deglazing
is
not
intended
to
remove
any
ap-
preciable
amount
of
metal
from
the
bore,
but
rather
to
clean
up
and
provide
the
proper
sur-
face.
A
proper
bore
surface
feels
smooth,
but
has
a
cross-hatch
pattern
of
micro-scratches
which
can
be
seen.
This
finish
will
allow
the
new
rings
to
conform
to
the
cylinder
bore,
This
fin-
ish
also
retains
a
,small
film
of
oil
to
provide
ring
lubrication
for
the
ring
surface
and
prevents
scoring.
Litho
in
U.S.A.
[
..
uL
I j
F,o
, 25-
Deglazi/lg
Cylinder
Bore
Use
a de
gl
a
zing
tool
to
break
glaze,
Figure
25,
Follow
m a
nufactur81
" s
recommendations.
A
200
-2
80
grit
tool
is
generally
prefr:J:J.ed
for
de
g
la
zin
g. A cr
oss-hatch
pattern
of
approxi-
m a
tely
45 " s
hould
be
obtained
while
operating
the
tool
vertically
during
cleglazlng.
BORING
CYLINDER
BL
OCK
If
block
is
to
be
bored
as
determined
on
page
35-7,
clean
and
dry
block
thoroughly.
Boring
can
be
done
by
machining
at
a
reliable
automotive
repair
shop
or
by
electric
drill
and
boring
tool.
See
T!
Special
Tools,"
page
35-19.
Reboring
to
O.OlD-inch
oversize
to
accom-
modate
oversize
piston
and
rings
can
also
be
done
with
a
course
stone
in
the
deglazing
tool,
Figure
25,
and
refinishing
with
finer
grit
stones.
li'vIPORTANT:
If
block
is
jigged
in
a
drill
press
for
reboring,
be
sure
boring
Lool
and
block
are
in
Lnte
alignment.
INSPECTING
CAMSHAFT
Check
camshaft
for
broken
or
cracked
gear
teeth.
Check
operation
of
EZEE-start
assembly
making
sure
all
parts
are
intact
and
operate
freely.
Check
conc\ition
of
flyweight
spring.
If
camshaft
needs
attention,
see
Group
4D
for
cam-
shaft
and
governor
service.