



















English - 51
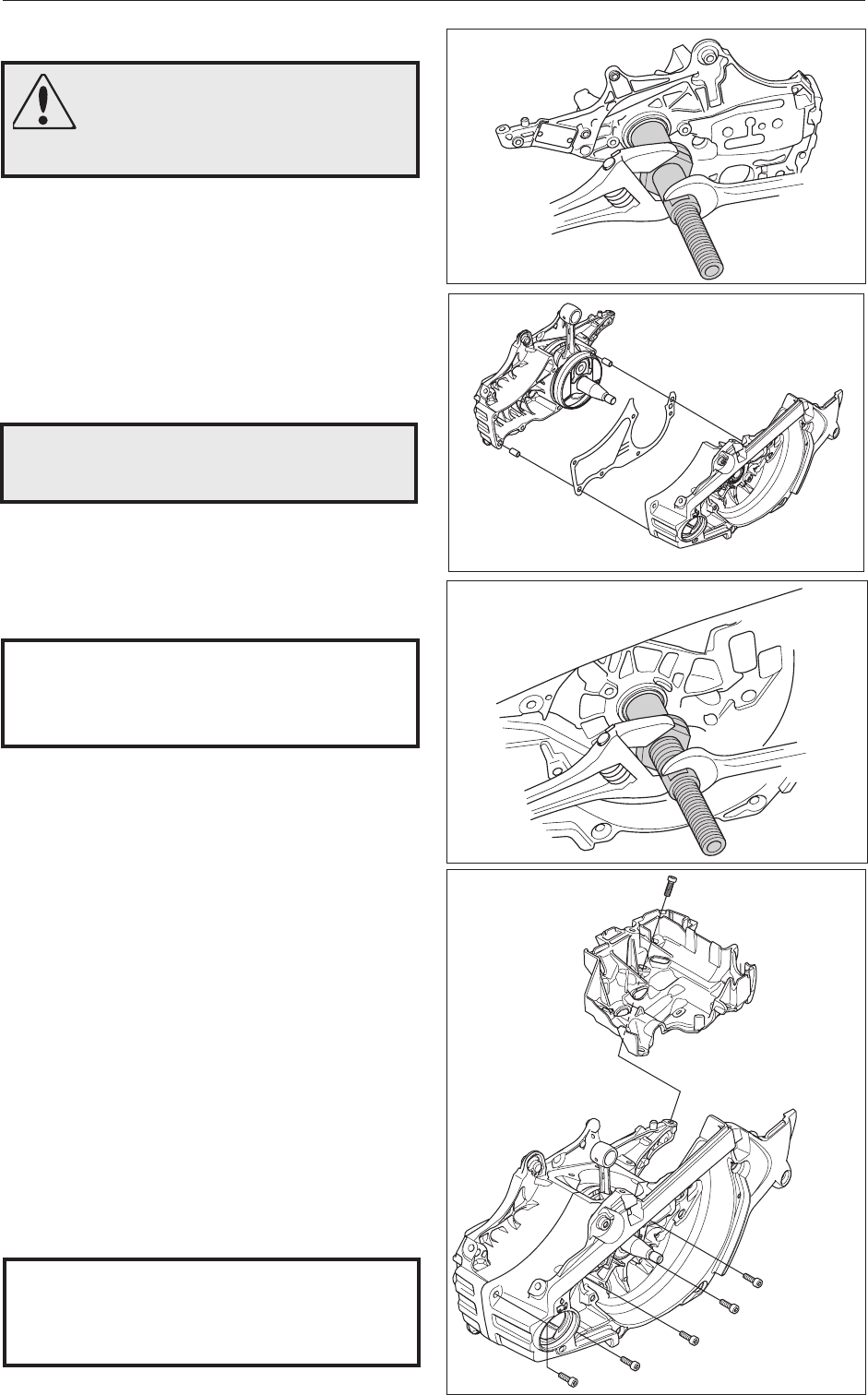
Fig 76
Fig 77
Fig 78
x4
Assembly
WARNING!
Beware of burn injuries as the
crankcase halves are hot. Wear
protective gloves.
1
Proceed as follows if a bearing must be tted:
A. Heat up the crankcase half in question to 200°C.
B. Use protective gloves. Fit the bearing in the
ywheel side of the crankcase half. When tting
the bearing in the clutch side of the crankcase
half, the bearing must be tted aligned with the
inside of the crankcase.
C. Allow the crankcase half to cool down before
continuing with the work.
NOTE!
Take care to prevent any dirt and foreign
particles from entering the bearings.
D. Fit the oil rell cap.
2.
See page 52, gure 80, for how to t new sealing
rings.
NOTE!
Make sure the connecting rod is not crushed
against the crankcase when the crankcase
and crankshaft are fitted together.
3.
Use the 502 50 30-23 tool. Use the back end of
the sleeve and slot the crankshaft in place into the
clutch side of the crankcase half. See Figure 76.
Tighten until the crankshaft collar comes into con-
tact with the bearing.
4.
Insert the guide pin in the crankcase half on the
clutch side, apply grease and t the gasket(C). See
Figure 77.
5
Use the 502 50 30-23 tool. Turn the sleeve and slot
the crankcase half in place on the ywheel side.
Tighten until the gasket is pinned in place between
the crankcase halves. See Figure 78.
6
Fit the screws. Tighten them alternately. Finally
tighten then to 8 Nm. See gure 79.
7
Fit the carburettor bottom with the four screws.
Tighten the screws using 5 Nm of torque. See
gure 79.
NOTE!
Make sure that any excess gasket does
not finish up in the crankcase.
Repair Instructions
Fig 79