



















B-13
OPERATION
B-13
POWER-ARC 4000
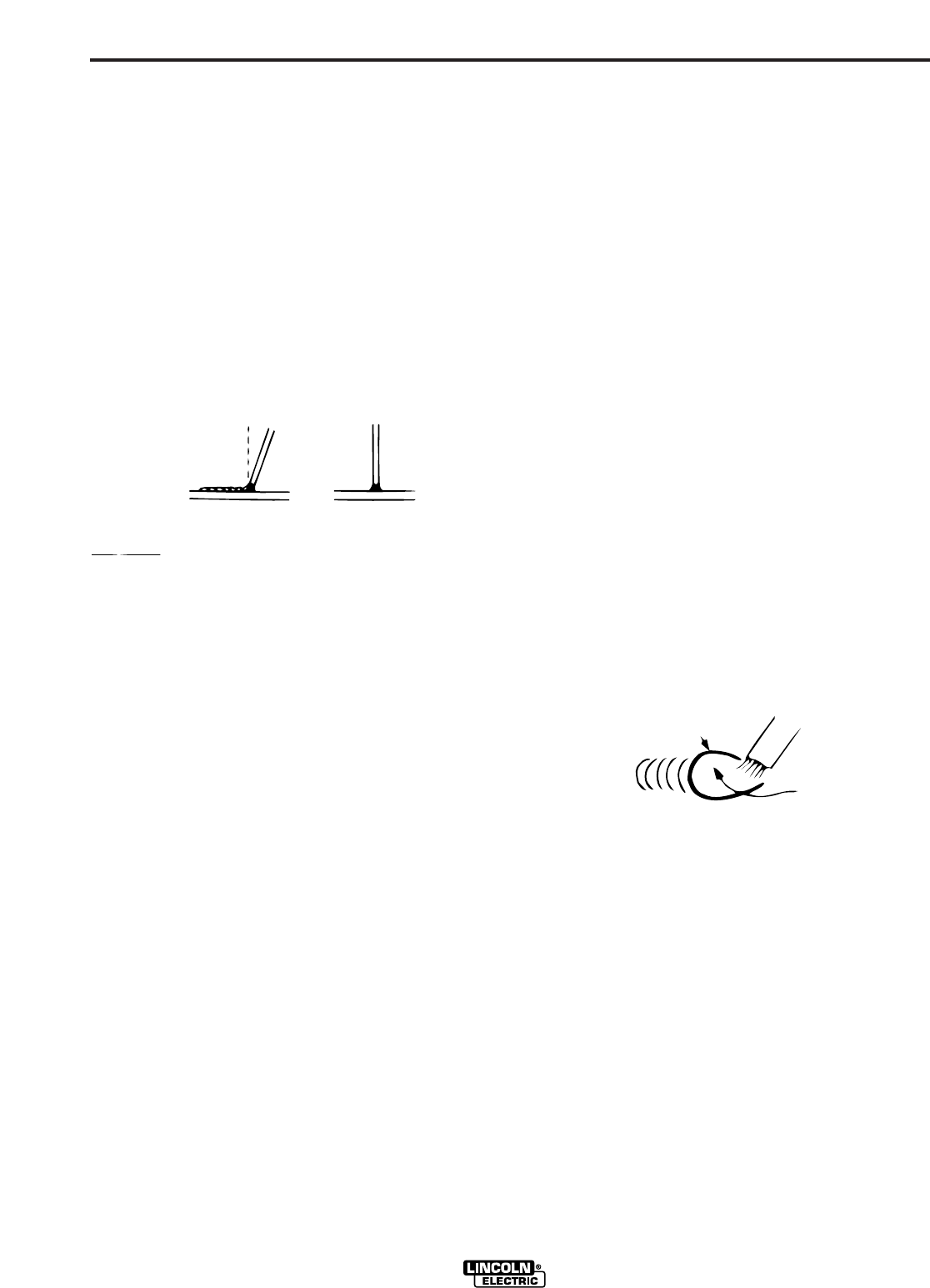
1. The Correct Welding Position
Illustrated is the correct welding position for
right-handed people. (For left-handed people it is
opposite.)
Whenever possible, weld from left to right (if right-
handed). This enables you to see clearly what you
are doing.
Hold the electrode at a slight angle as shown in
Figure 5.
Figure 5
2. The Correct Way to Strike An Arc
Be sure the work clamp makes good electrical contact
to the work.
Lower your headshield and scratch the electrode
slowly over the metal, and you will see sparks fly.
While scratching, lift the electrode 1/8” (3.2mm) and
the arc is established.
NOTE: If you stop moving the electrode while
scratching, the electrode will stick.
NOTE: Most beginners try to strike the arc by a fast
jabbing motion down on the plate. Result: They either
stick their electrode or their motion is so fast that they
break the arc immediately.
3. The Correct Arc Length
The arc length is the distance from the tip of the
electrode core wire to the base metal.
Once the arc has been established, maintaining the
correct arc length becomes extremely important. The
arc should be short, approximately 1/16 to 1/8” (1.6-
3.2mm) long. As the electrode burns off, the elec-
trode must be fed to the work to maintain correct arc
length.
The easiest way to tell whether the arc has the correct
length is by listening to its sound. A nice, short arc
has a distinctive, “crackling” sound, very much like
eggs frying in a pan. The incorrect, long arc has a
hollow, blowing or hissing sound.
4. The Correct Welding Speed
The important thing to watch while welding is the pud-
dle of molten metal right behind the arc. DO NOT
WATCH THE ARC ITSELF. The appearance of the
puddle and the ridge where the molten puddle solidi-
fies indicates correct welding speed. The ridge should
be approximately 3/8” (9.5mm) behind the electrode.
Most beginners tend to weld too fast, resulting in a
thin, uneven, “wormy” looking bead. They are not
watching the molten metal.
IMPORTANT: It is not generally necessary to weave
the arc forward, backward or sideways. Weld along at
a steady pace, and you will have an easier time.
NOTE: When welding on thin plate, you will find that
you have to increase the welding speed, whereas
when welding on heavy plate, it is necessary to go
more slowly to ensure fusion and penetration.
15-20°
90°
side view
end view
Correct Welding Position
Ridge where puddle
solidifies
Molten puddle