











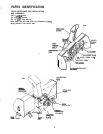







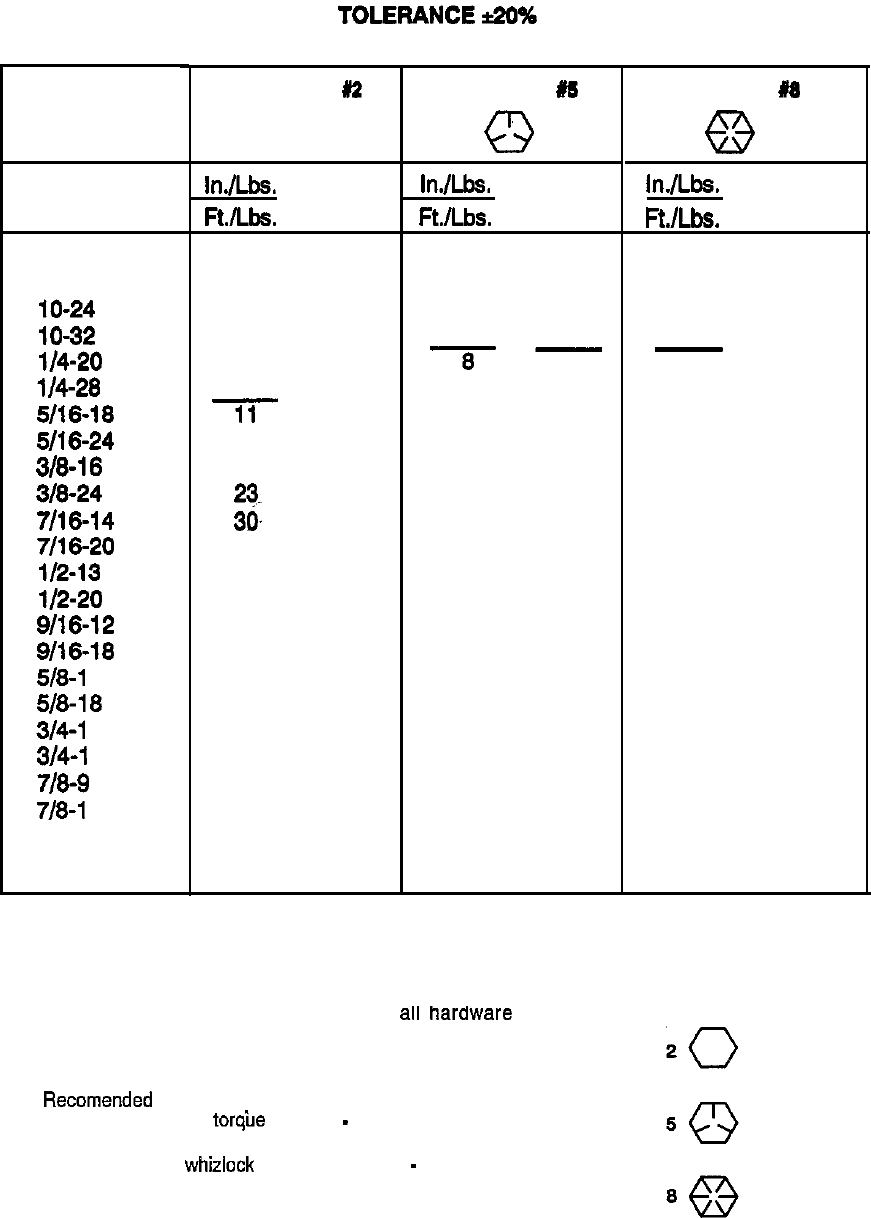
TORQUE SPECIFICATIONS FOR
STANDARD MACHINE HARDWARE
SEE
SAE GRADE #2
0
InJLbs.
In./Lbs.
In.1Lb.s.
FtJLbs.
Nm.
FtAbs.
Nm.
FtJLbs.
Nm.
8-32 19
2.1
8-38 20
2.3
lo-24 27
3.1
lo-32
31 3.5
114-20
66
7.8
114-28
78
8.8
5118-18
11
15.
5118-24
12
18.3
318-18
20
27.2
318-24
23.
31.3
7/18-14
30.
40.8
7/16-20
35
47.8
l/2-13
50
88.
l/2-20
55
74.8
9118-12
85
88.4
9118-18
75
102.
518-I
1 90
122.4
518-18
100
138.
314-I 0
180
217.8
314-I 8
180
244.8
718-9
140
190.4
718-I 4
155
210.8
l-8
220
299.2
l-12
240
328.4
SAE GRADE
#S
Q
30
3.4
31 3.5
43
4.9
49
5.5
8
10.9
10
13.8
17
23.1
19
25.8
30
40.8
35
47.8
50
88.
55
74.8
75
102.
90
122.4
110
149.8
120
183.2
150
204.
180
244.8
280
353.8
300 408.
400 544.
440
598.4
580
788.8
840
870.4
SAE GRADE 88
Q
41
43
80
68
12
14
25
25
45
50
70
80
110
120
150
170
220
240
388
420
800
880
900
1,000
4.8
4.9
8.8
7.7
18.3
19.
34.
34.
81.2
68.
95.2
108.8
149.8
183.2
204.
231.2
299.2
328.4
525.
571.2
818.
897.6
1,224.
1.360.
NOTE:
BOLT HEAD MARKING
S.A.E. GRADE:
1. These torque values are to be used for
all “araware
excluding: locknuts, self-tapping screws, thread forming
screws, sheet metal screws and socket head setscrews.
2.
Recomended seating torque values for locknuts:
a. For prevailing torqix locknuts
-
use 65% of grade 5
torques.
b. For flange
whizlock
nuts (and screws)
-
use 135%
of grade 5 torques.
3.
Unless otherwise noted on assembly drawings all torque
values must meet this specification.