


















36 Assembly
MAN0707 (5/30/2008)
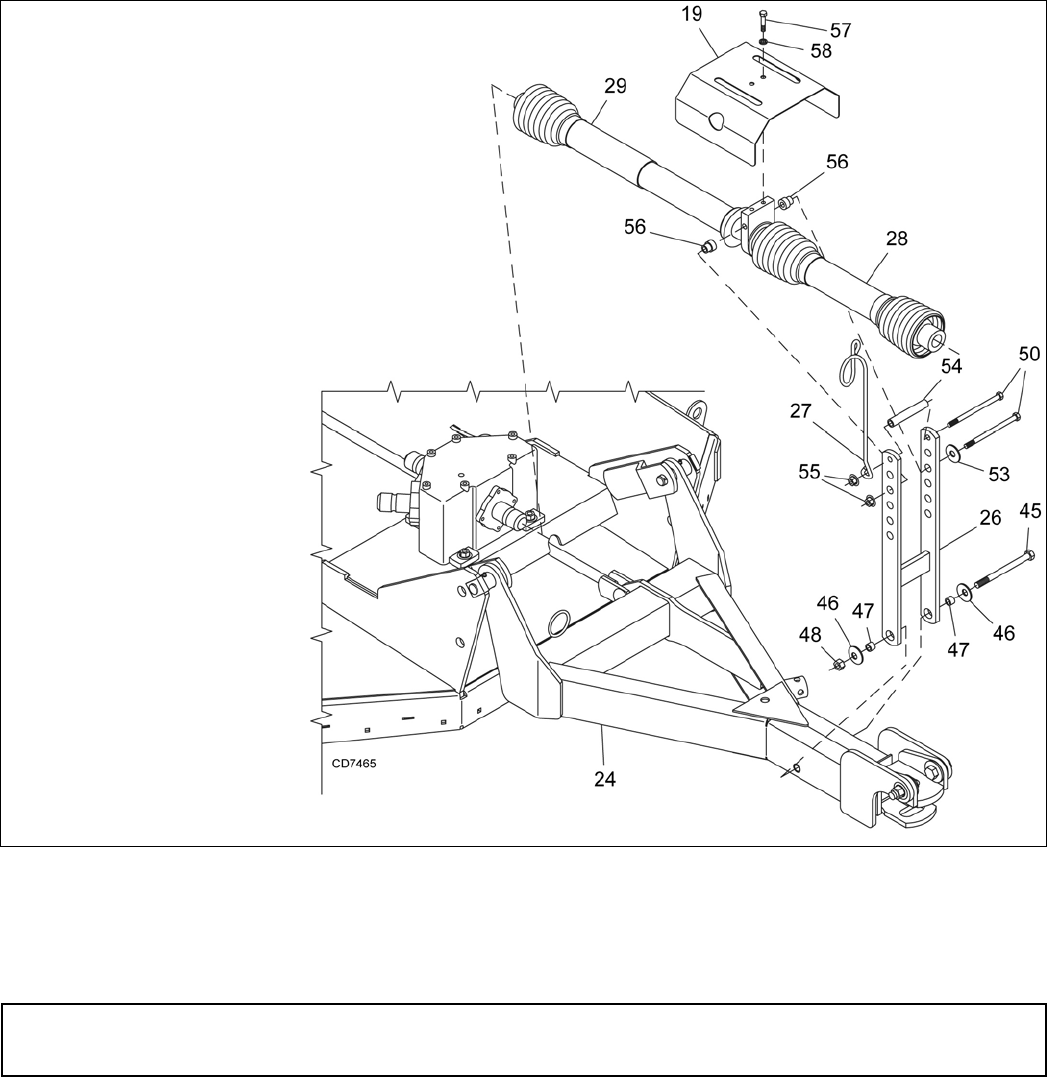
Install 3-Joint Drive (540 RPM Only)
Before installing cutter input driveline to gearbox, check
the tag wired to the driveline and the tag wired to the
input shaft of gearbox. Ensure the tag rpm speeds
match the rpm speed decal on front of cutter. After con-
firming all speeds match, remove and discard tags and
then complete driveline assembly.
1. Attach H-frame (26) to tongue with cap screw (45),
sleeves (47), cup washers (46), and nut (48).
2. Coat splined end of gearbox input shaft with
grease.
3. Align hole in drive yoke with groove on gearbox
input shaft and slide drive (29) onto shaft.
4. Secure with bolt and nut supplied with drive.
5. Secure driveline carrier bearing to H-frame with
cap screw (50), washer (53), sleeves (56) and a
flanged lock nut (55).
NOTE: When cutting height is established, adjust
the 3-joint H-frame bearing height so that the front
driveline is parallel to the ground.
6. Attach front driveline (28) to rear driveline (29) and
tighten clamp bolt and nut.
7. Attach shield (19) to driveline carrier bearing with
two cap screws (57) and lock washers (58).
8. Attach spacer (54) and hydraulic hose holder (27)
to top hole of H-frame using cap screw (50) and
flanged lock nut (55).
Figure 28. 3-Joint Drive Installation
19. Carrier bearing shield
24. Tongue
26. H-frame
27. Hydraulic hose holder
28. Front half, 3-joint drive
29. Rear half, Telescoping driveshaft
45. 5/8" NC x 7" HHCS GR5
46. 5/8" x 1-3/4" x 14 ga Cup washer
47. 5/8" x 1" x 9/16" Sleeve, HT
48. 5/8" NC Lock nut
50. 1/2" NC x 6-1/2" HHCS GR5
53. 1/2" Flat washer
54. 1/2" x 4.56" Spacer, pipe schedule 40
55.1/2" NC Flanged lock nut
56. Sleeve, .50" x 1.00" x 1.031"
57. 3/8" NC x 1" HHCS GR5
58. 3/8" Lock washer